


Precision Stamping Die Cutting Insert
Shenzhen Xincheng Precision Technology Co., Ltd. specializes in ultra-precision slow-wire EDM machining, micro-scale profile cutting, precision machining of tungsten carbide, and the manufacturing of precision mold components. The company is equipped with high-precision slow-wire EDM machines—such as the Sodick AP250L and Seibu MM35HP—as well as Keyence IM-series automatic inspection systems. This enables us to undertake highly challenging, ultra-precision micro-machining projects and provide you with high-quality precision stamping die cutting inserts.
Send Inquiry
Product Description
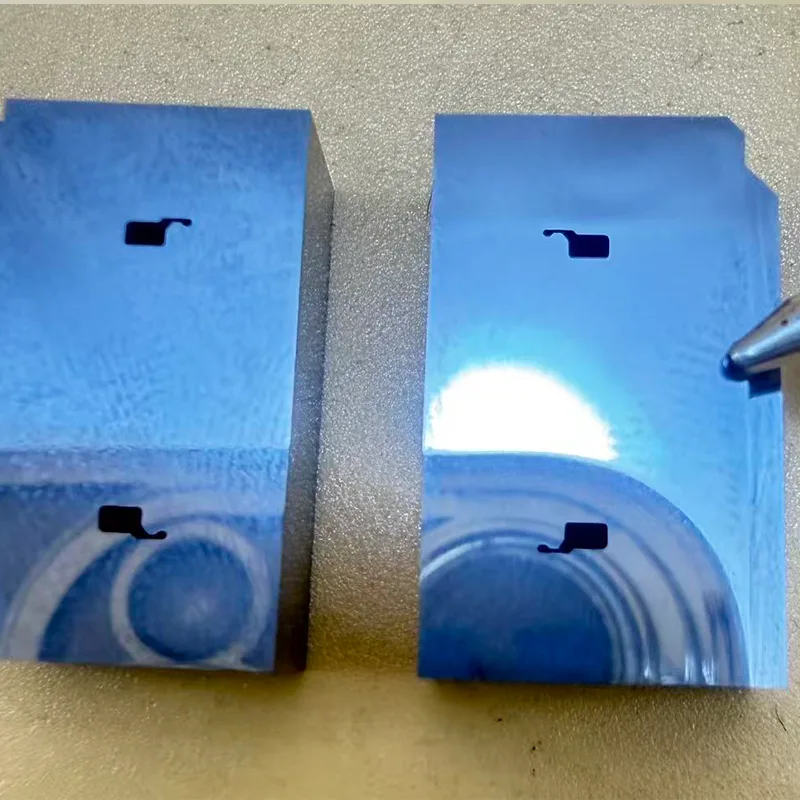
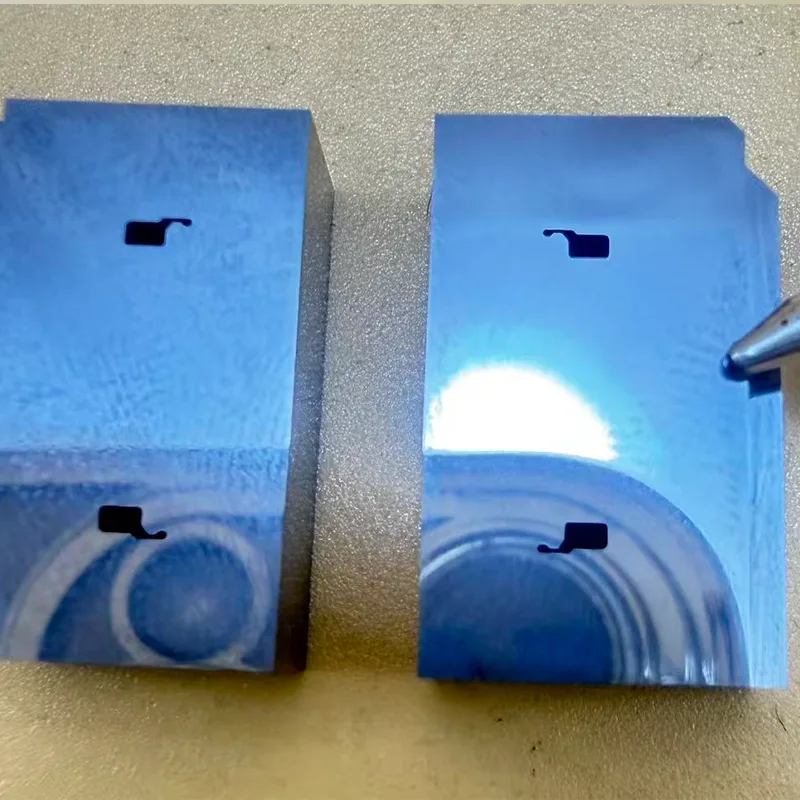
This case study details an ultra-precision slow-wire EDM machining project for a high-end precision stamping die cutting insert. The insert is fabricated from KD20 cemented carbide (tungsten carbide), featuring a material hardness of HRA 90–92; it represents a typical example of a high-hardness, high-brittleness ultra-precision mold component. The product's geometry incorporates intricate micro-profiles, zero-taper straight cutting edges, and complex precision-tapered structures. These inserts are widely utilized in the fields of connector molds, IC and semiconductor molds, precision hardware for new energy applications, and high-end electronic stamping dies.
Machining Parameters
|
Processing Item |
Parameter Details |
|
Workpiece Name |
Precision Stamping Die Cutting Edge Insert |
|
Processing Equipment |
Sodick AP250L Wire EDM Machine |
|
Electrode Wire Diameter |
0.05 mm Ultra-fine Copper Wire |
|
Processing Technology |
1 rough cutting + 8 finish trimming |
|
Testing Equipment |
Keyence IM-1220 Automatic Image Measuring Instrument |
|
Workpiece Material |
KD20 Tungsten Carbide Alloy |
|
Material Hardness |
HRA 90~92 (Approx. HRC 69~72) |
|
Dimensional Tolerance Capacity |
±0.001 mm |
|
External Machining Method |
Combined Solid Cutting & Grinding Process |
|
Straight Blade Structure |
2mm Height, 0° Zero Taper Straight Blade |
|
Taper Cutting Structure |
0.5° Full-circle Blank Taper Cutting at Lower Section |
Core Machining Process Requirements
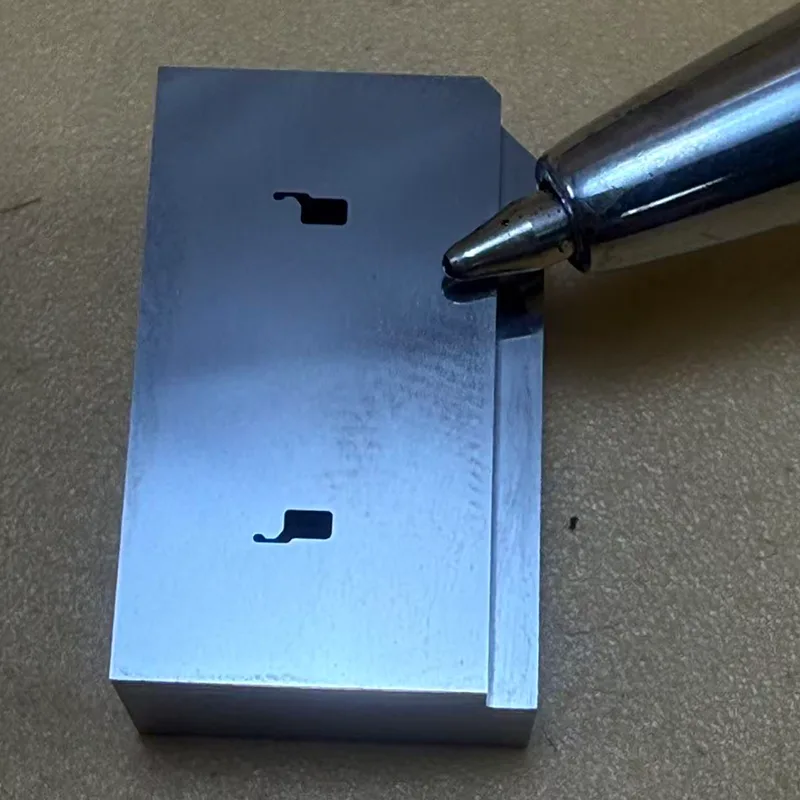
The external profile is processed using a combined cutting and grinding strategy to ensure that datum dimensions are established accurately in a single operation, thereby enhancing overall assembly precision and datum consistency.
The internal cavity features a single-sided machining allowance of +0.005 mm. Through multiple finishing passes, the dimensions are gradually approached to minimize thermal effects and dimensional drift.
The internal straight cutting edge, standing 2 mm tall, is strictly controlled to maintain a 0° (zero) taper, ensuring superior stamping cut-surface quality and cutting-edge consistency.
The lower section of the cutting edge features a full-circumference 0.5° taper (relief angle) to enhance the stability of scrap ejection during continuous stamping operations.
Every workpiece undergoes full-dimensional inspection using a Keyence IM-1220 fully automatic image measuring system, establishing a closed-loop control system between machining and inspection.
AP250L + 0.05 mm Wire + 1 Rough-Cut / 8 Finish-Cut Process Control
Machining is performed using ultra-fine 0.05 mm copper wire, placing extremely high demands on equipment stability, electrical discharge control, and wire tension control.
During the machining process, a strategy of progressively reducing discharge energy with each finishing pass is employed. This involves one rough-cutting pass followed by eight ultra-low-energy finishing passes to gradually relieve the internal residual stress within the KD20 tungsten carbide material. Multiple finishing passes effectively reduce the thickness of the electrical discharge-affected layer, improve the structural integrity of the cutting edge, and extend the wear resistance and service life of the blade.
Low-energy path compensation control is applied to micro-scale regions to minimize the risk of overcutting at tiny corners and thermal damage to fine structural features.
During prolonged machining operations, priority is placed on maintaining the stability of the wire tension and the uniformity of the electrical discharge to mitigate the risks of wire breakage, corner chipping, and dimensional drift.
Following eight finishing passes, the cutting edge achieves a burr-free, collapse-free, and highly polished mirror-like finish.
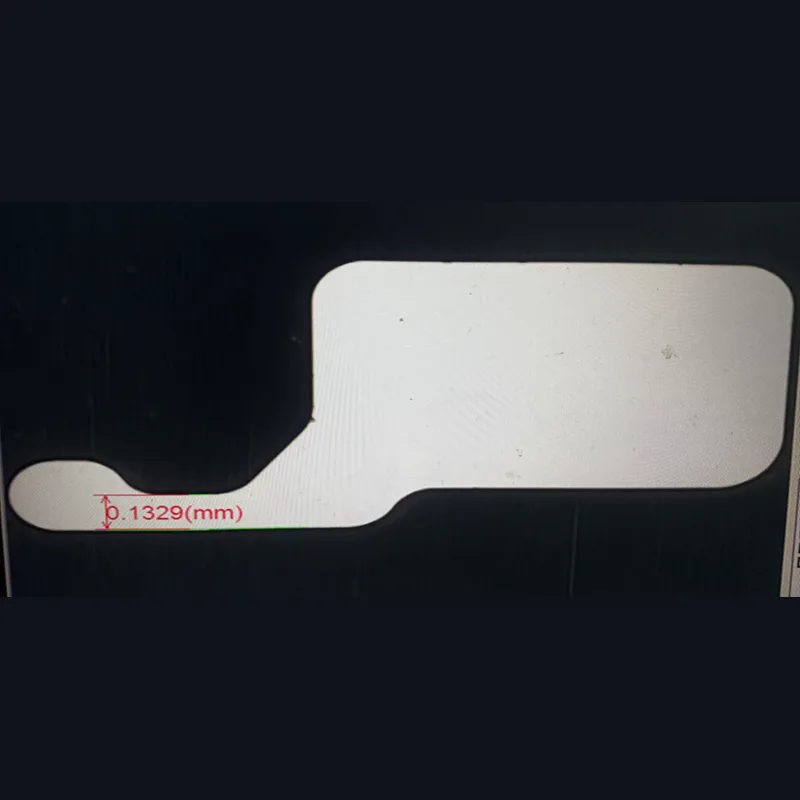
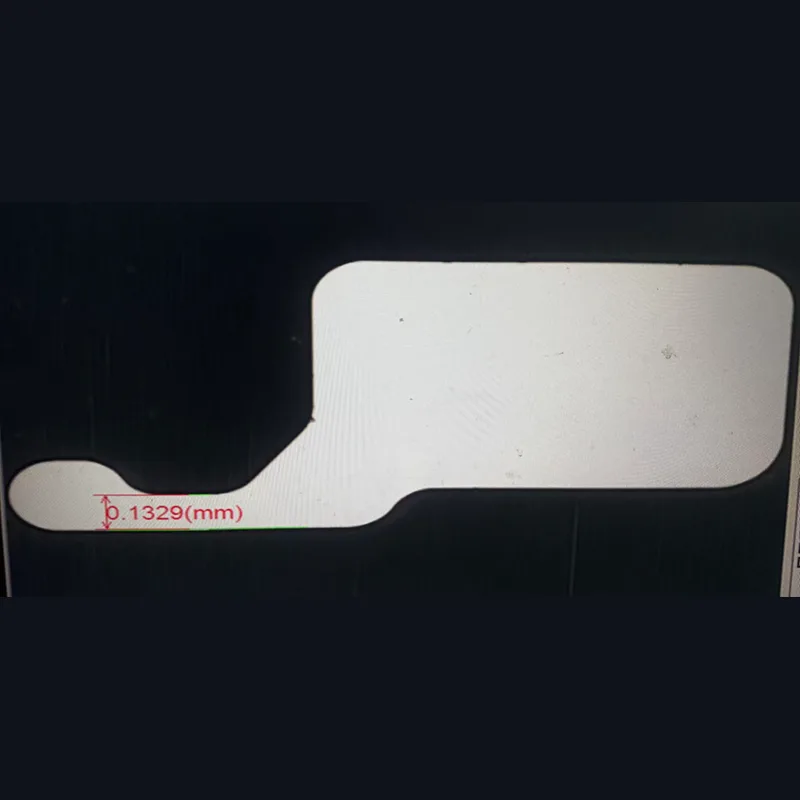
Challenges in Machining Micro-Structures
The Precision Stamping Die Cutting Insert represents a quintessential example of an ultra-precision, micro-scale, and complex-geometry structure. The workpiece features ultra-small internal corners, micro-fine cutting edges, ultra-narrow slots, and complex tapered cutting geometries, with the finest structural features measuring approximately 0.1329 mm. Fabricated from KD20 tungsten carbide—a material characterized by high hardness and inherent brittleness—the workpiece imposes extremely stringent requirements on discharge energy control, thermal stability, path compensation, and synchronized taper cutting control. This is particularly critical when utilizing ultra-fine 0.05 mm copper wire, where even the slightest fluctuation in wire tension can compromise the integrity of the cutting edge and the dimensional stability of the part.
Controlled Constant-Temperature Machining Environment
During the ultra-precision slow-feed wire-cut EDM process, the workshop environment is maintained at a constant temperature. By strictly controlling ambient temperature fluctuations, thermal expansion errors and dimensional drift—which typically occur during prolonged machining operations—are effectively minimized. This ensures consistent dimensional stability throughout the multiple finishing passes, thereby meeting the ultra-precision machining requirements with a tolerance of ±0.001 mm.
Quality Control and Inspection using the IM-1220
A Keyence IM-1220 fully automated image measuring system is employed to perform micron-level automated scanning inspections, thereby effectively eliminating potential errors associated with manual measurement.
Key inspection parameters include: the dimensions of internal and external contours, single-sided machining allowances, the perpendicularity of the 2 mm cutting edge section, the 0.5° taper angle, and the surface finish of the cutting edge.
The inspection system is capable of reliably resolving tolerances down to ±0.001 mm and automatically generates digitized quality inspection reports.
By utilizing feedback derived from the inspection data, machining parameters and compensation values can be further optimized, thereby establishing a closed-loop control system that seamlessly integrates the machining and inspection processes.
Cutting Edge Quality Control
Through multiple stages of ultra-low energy precision finishing, the final cutting edge remains sharp, burr-free, free of edge collapse, and devoid of burn marks. Simultaneously, this process effectively minimizes the risk of discharge texture accumulation and microscopic edge cracks, thereby enhancing the quality of the stamped cross-section and extending the continuous service life of the Precision Stamping Die Cutting Insert.
Applicable Fields
• Precision Stamping Dies
• Connector Molds
• IC Semiconductor Molds
• Precision Medical Components
• Precision Electronic Stamping Dies
• Precision Hardware for New Energy Applications
Hot Tags: Precision Stamping Die Cutting Insert, China, Manufacturer, Supplier, Factory
Related Category
Send Inquiry
Please Feel free to give your inquiry in the form below. We will reply you in 24 hours.
Related Products

")



